




Układ serwomechanizmu noża pościgowego w urządzeniach automatyki budowlanej


Produkty Wprowadzenie:
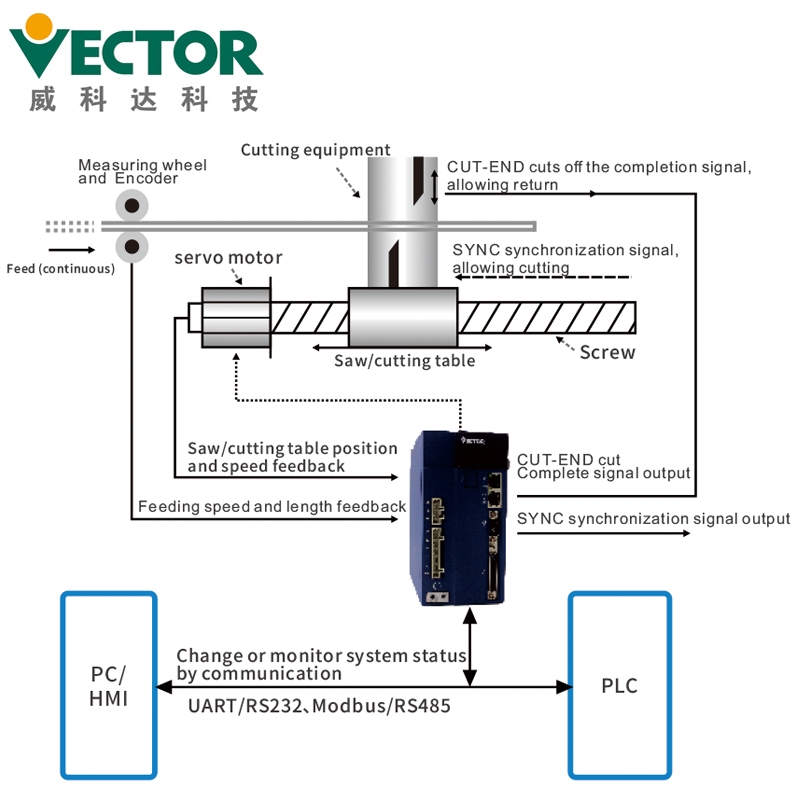
Specjalne serwo do wycinania pościgów VEC-VCF zawiera funkcję automatycznego sterowania wycinaniem pościgów.Wraz z prędkością podawania obrabianego materiału prędkość jazdy stołu piły jest regulowana automatycznie.Po osiągnięciu ustawionej długości wchodzi w strefę synchronizacji i wysyła sygnał cięcia do obróbki. Po odpiłowaniu przedmiotu wysyłany jest sygnał zakończenia cięcia, a stół piły szybko wraca do punktu początkowego, aby przygotować się do następnego cięcia.Produkt nadaje się do: wszelkiego rodzaju prętów, rur, profili wytłaczanych, mocowania długości, napełniania/wtrysku i innych specjalnych urządzeń do obróbki, które muszą poruszać się wraz z obrabianym przedmiotem.
Cechy produktów:
1. Automatycznie znajdź mechaniczne pochodzenie (metoda współrzędnych bezwzględnych);
2. Jogging do przodu i do tyłu, arbitralnie określ początek maszyny (metoda współrzędnych względnych);
3. Funkcja przyspieszania po krzywej S, która automatycznie śledzi prędkość posuwu głównej linii
i oblicza obciążenie wstępne
4. W procesie przyspieszania po krzywej S kompensacja momentu obrotowego może być również wykorzystana do szybkiej synchronizacji i zmniejszenia błędów cięcia;
5. Czterosegmentowa krzywa S (przyspieszanie/zwalnianie do przodu, przyspieszanie/zwalnianie do tyłu), można ustawić indywidualnie;
6. Rozpoznaj znak drukowania i automatycznie skoryguj długość cięcia;
7. Zapewnij ustawienie Mark-Window do drukowania interpunkcji, aby zwiększyć zdolność rozpoznawania znaków;
8. Funkcja zarządzania zamówieniami, cztery grupy zamówień można dowolnie przełączać.
Szczegóły Produktu:




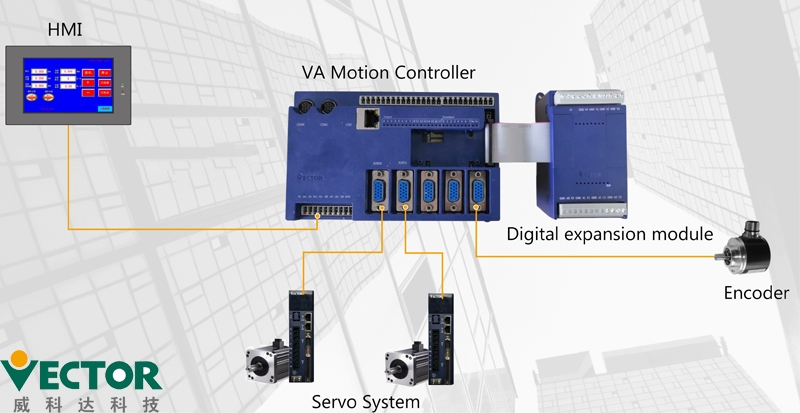
Sekcja kontrolna:
Kontroler ruchu: VEC-VA-MP-005MA
Moduł rozszerzeń we/wy: VEC-VA-EX-8IO *1
HMI: VEC-2104X-S
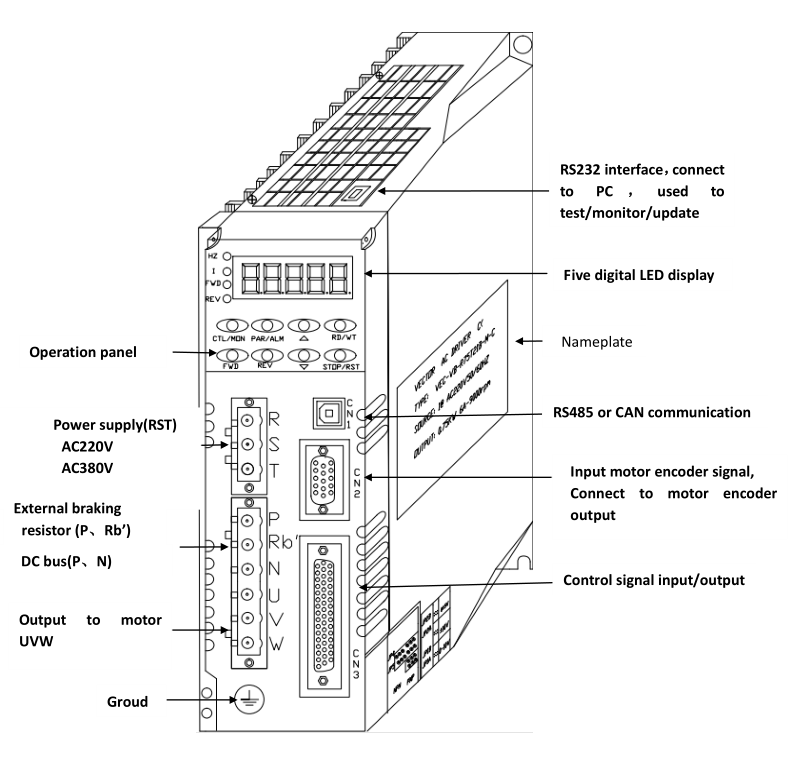
Część napędu serwo: Sterownik serwo trakcji: VEC-VC-022H33D-M-CA
Gięcie serwonapędu: VEC-VC-02733H-ME
Część silnika serwo: serwosilnik trakcyjny: 200FMB-01520E33F-MF2IA
Siłownik do gięcia: 180ME-4R415A33F-MF2K
Wydajność sprzętu:
Giętarka do obręczy przyjmuje kontroler ruchu VA jako kontroler, który ma wysoką reakcję i cykl skanowania
Minimum to 1 ms, cała akcja przetwarzania jest miękka, a wpływ na maszynę jest mniejszy.Kontrola sprawia
Wstępne podawanie i wstępne gięcie może skutecznie skrócić odpowiedni czas przetwarzania.Weźmy jako przykład strzemiona 200*200,
Rzeczywisty pomiar można wykonać w zaledwie 3,3 sekundy, osiągając ponad 18 sekund na minutę, a wydajność jest porównywana z wersją PLC - sekwencja 4 sekund została znacznie skrócona